
PRODUCTS
‹
›
‹
›
Product Details
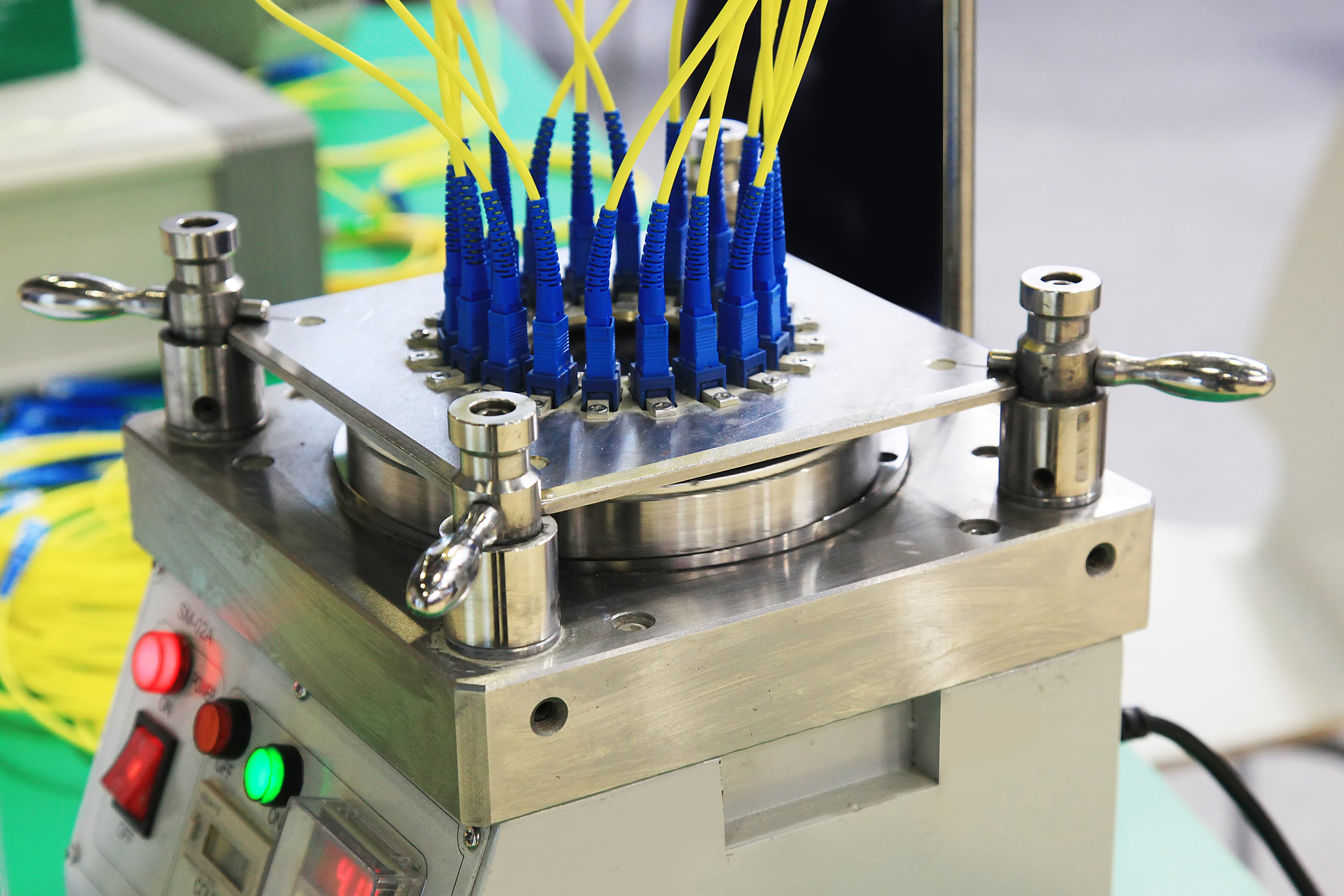
Fiber Optic Connector Polishing SOP
Connector Types: SC, LC, FC, ST, MU (UPC & APC)
Fiber Type: Single-Mode and Multi-Mode
Standards: IEC 61755 / Telcordia GR-326
Objective:
Achieve high-quality ferrule end-faces with:
Low Insertion Loss (IL ≤ 0.35 dB)
High Return Loss (RL ≥ 50 dB for UPC, ≥ 60 dB for APC)
Mirror-like surface finish (Ra ≤ 0.03 µm)
Uniform fiber height and correct apex geometry
1️⃣ Tools & Consumables
Note: Rubber pads are slightly compliant, reducing the risk of ferrule edge chipping and ensuring uniform polishing across the ferrule face.
2️⃣ Polishing Workflow
Step 1 – Epoxy Removal & Initial Flattening
Abrasive: SiC or coarse Diamond
Grit / Micron: 30 µm
Pad: Rubber Pad
Lubrication: DI Water
Goal: Remove epoxy flash, level ferrule end-face
Target Ra: 0.8–1.2 µm
Time: 30–60 sec
Inspection: Ferrule surface flush or slightly recessed; no epoxy beads.
Step 2 – Geometry Shaping & Apex Control
Abrasive: Diamond or fine SiC
Grit / Micron: 9–3 µm
Pad: Rubber Pad
Lubrication: DI Water
Goal: Establish correct ferrule radius, apex, and fiber height uniformity
Target Ra: 0.2–0.4 µm
Time: 30–60 sec
Inspection: Apex symmetrical, minimal scratches, fiber height uniform across ferrule.
Step 3 – Intermediate Smoothing
Abrasive: Diamond or Aluminum Oxide (Al₂O₃)
Grit / Micron: 1–0.5 µm
Pad: Rubber Pad
Lubrication: DI Water or light slurry
Goal: Remove residual scratches, prepare surface for final polish
Target Ra: 0.03–0.05 µm
Time: 30–60 sec
Step 4 – Final Optical Finish
Abrasive: SiO₂ or CeO₂ sub-micron
Grit / Micron: 0.05–0.5 µm
Pad: Rubber Pad
Lubrication: Slurry or DI Water
Goal: Achieve mirror finish for optical-grade performance
Target Ra: ≤0.03 µm
Time: 30–60 sec
Inspection: Surface glossy, defect-free; ready for optical testing.
3️⃣ APC Connector Special Notes
Final polish angle: 8°
Fiber protrusion: Ensure proper angle with polishing jig
Inspection: Check apex angle and RL ≥ 60 dB
4️⃣ Inspection Criteria
5️⃣ Troubleshooting Guide
6️⃣ Best Practices with Rubber Pad
Rubber pad reduces risk of over-polishing edges compared to rigid glass/ceramic pads.
Use light, consistent pressure; excessive force can deform pad and ferrule.
Always clean pads, films, and ferrules between steps.
Follow progressive micron sequence to prevent scratches.
APC connectors require an 8° angled final polish.
Record Ra, fiber height, IL, RL, and apex geometry for traceability.
7️⃣ Quick Reference Polishing Sequence (Rubber Pad)
✅ Outcome: Using a rubber pad ensures uniform ferrule polishing, reduced edge chipping, and optimized surface finish while maintaining compliance with IEC 61755 and Telcordia GR-326.
Online Consultation
Related Suggestion
 XYT Lapping Film for VSFF MMC16, MMC24, MMC32 Polishing
XYT Lapping Film for VSFF MMC16, MMC24, MMC32 Polishing Step-by-step SOP for MMC VSFF/TMT Polishing Solutions Guide
Step-by-step SOP for MMC VSFF/TMT Polishing Solutions Guide Lapping Film Discs and Sheets for Laboratories
Lapping Film Discs and Sheets for Laboratories, MTCT®, and MT Ferrules Connectors") Lapping Film for PMT, Co‑Packaged Optics (CPO), MTCT®, and MT Ferrules Connectors
Lapping Film for PMT, Co‑Packaged Optics (CPO), MTCT®, and MT Ferrules Connectors XYT Precision Lapping Films and Polishing Consumables for MPO, MTP, and MMC Connectors
XYT Precision Lapping Films and Polishing Consumables for MPO, MTP, and MMC Connectors High-Yield MPO/MTP/MMC Polishing Solution for Fiber Optic Patch Cord Ferrules
High-Yield MPO/MTP/MMC Polishing Solution for Fiber Optic Patch Cord Ferrules Lapping Discs & Sheets – Diamond & Aluminum Oxide | Precision Polishing
Lapping Discs & Sheets – Diamond & Aluminum Oxide | Precision Polishing Explore Aluminum Oxide Lapping Film: 0.05 µm – 60 µm Grit Sizes | Discs & Sheets
Explore Aluminum Oxide Lapping Film: 0.05 µm – 60 µm Grit Sizes | Discs & Sheets 0.5 µm PSA Aluminum Oxide Lapping Film Discs & Sheets | Ultra-Fine Polishing
0.5 µm PSA Aluminum Oxide Lapping Film Discs & Sheets | Ultra-Fine Polishing 30 µm PSA Aluminum Oxide Lapping Film Discs & Sheets | Coarse Polishing
30 µm PSA Aluminum Oxide Lapping Film Discs & Sheets | Coarse Polishing 15 µm PSA Aluminum Oxide Lapping Film Discs & Sheets | Coarse Polishing
15 µm PSA Aluminum Oxide Lapping Film Discs & Sheets | Coarse Polishing 12 µm PSA Aluminum Oxide Lapping Film Discs & Sheets | Coarse-to-Medium Pre-Polishing
12 µm PSA Aluminum Oxide Lapping Film Discs & Sheets | Coarse-to-Medium Pre-Polishing 9 µm PSA Aluminum Oxide Lapping Film Discs & Sheets | Pre-Polishing
9 µm PSA Aluminum Oxide Lapping Film Discs & Sheets | Pre-Polishing 6 µm PSA Aluminum Oxide Lapping Film Discs & Sheets | Pre-Polishing
6 µm PSA Aluminum Oxide Lapping Film Discs & Sheets | Pre-Polishing 3 µm PSA Aluminum Oxide Lapping Film Discs & Sheets | Fine Polishing
3 µm PSA Aluminum Oxide Lapping Film Discs & Sheets | Fine Polishing 0.3 µm PSA Aluminum Oxide Lapping Film Discs & Sheets | Achieving Mirror-like Surfaces.
0.3 µm PSA Aluminum Oxide Lapping Film Discs & Sheets | Achieving Mirror-like Surfaces. 1 µm PSA Aluminum Oxide Lapping Film Discs & Sheets | Ultra-Fine Polishing
1 µm PSA Aluminum Oxide Lapping Film Discs & Sheets | Ultra-Fine Polishing



, MTCT®, and MT Ferrules Connectors")













Get in Touch
*We respect your confidentiality and all information are protected.